欢迎进入沈丘县兴华网业有限公司官方网站!
18939621837
欢迎进入沈丘县兴华网业有限公司官方网站!
18939621837


电话:顾经理 18939621837
手机:董经理 13592210302
传真:0394-5224929
邮箱:xinghuawangye@126.com
网址:http://www.xinghuawy.com
地址:河南省沈丘县北城工业园区
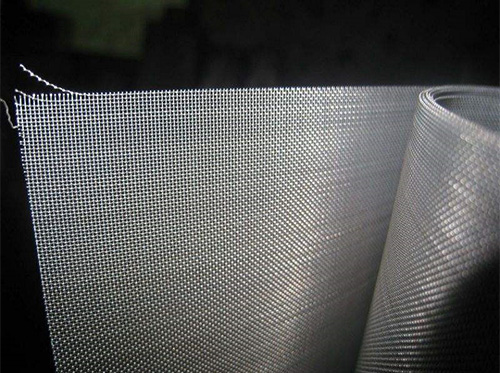
尼龙网简介是以尼龙丝、锦纶丝、涤纶丝、纳纶丝等化学纤维为原料,经丝网机械加工而成的化纤编织网,郑州厂家直销压榨网锦伦有耐高温耐碱之功能,聚乙烯有耐酸之功效,尼龙网是这些化纤编织网的总称。厂家直销压榨网输送带尼龙网包括:(尼龙混纺、)锦纶网、聚乙烯网、遮阳网。尼龙网包括:(尼龙混纺、)锦纶网、聚乙烯网、遮阳网,广泛用于植物遮阳、海水养殖、面粉加工、尼龙丝网印刷、制药、油漆过滤、打井包管等广泛使用,锦伦有耐高温耐碱之功能,聚乙烯有耐酸之功效,各有千秋欢迎选购。河南造纸网材质尼龙1010、尼龙66、锦纶丝、涤纶丝、纳纶丝、聚乙烯丝等。分类尼龙网、锦纶网、涤纶网、纳纶网、聚乙烯网。编织一般为平纹编织和半绞织、全绞织。河南造纸网河南造纸网特点尼龙网具有韧性高、弹性好、耐腐蚀、耐油、耐水、耐磨、耐高温、耐候性等特点;还具有绝缘性好、润滑系数低等特性。用途广泛用于工业过滤、石油、化工、印刷等产品规格齐全,质量优良,特殊规格可加工定做。以及丝网印刷、油漆过滤、渔业捕捞等行业。锦纶网有耐高温、耐碱之功效,聚乙烯网有耐酸之功效,各有千秋。规格编织网的规格主要是目数、丝径、孔径、幅宽等,尼龙网由于种类繁多、用途各异,所以规格也就不尽相同,一般来讲用于筛分过滤的目数有60目—420目,丝径与网孔之间都有相对应的比值参数,孔径愈小丝径愈小;用于渔业捕捞的网孔就大一些。检验按照国标GB/T14014—1992《蚕丝、合成纤维筛网》和FZ66205—1995《特种工业用锦丝筛网》的技术要求和检验规则进行生产和检验。尼龙网的检验主要看,网孔目数是不是精准、加工精度、网面疵点、大网孔数量、丝径等是不是符合规定。
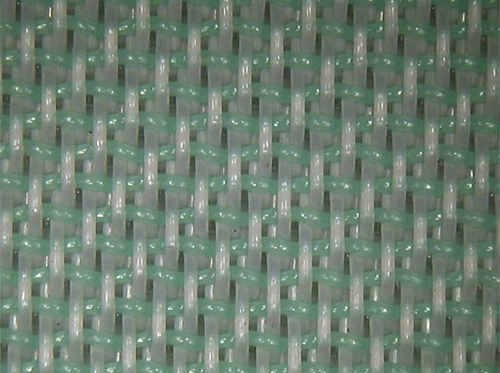
带式污泥脱水机是由上下两条张紧的滤带夹带着污泥层,从一连串有规律排列的辊压筒中呈S形经过,依靠滤带本身的张力形成对污泥层的压榨和剪切力,把污泥层中的毛细水挤压出来,获得含固量较高的泥饼,从而实现污泥脱水。一般带式污泥脱水机由滤带、辊压筒、滤带张紧系统、滤带调偏系统、滤带冲洗系统和滤带驱动系统构成。作机型选择时,应从以下几个方面加以考虑:(l)滤带。要求其具有较高的抗拉强度、耐曲折、耐酸碱、耐温度变化等特点,同时还应考虑污泥的具体性质,选择适合的编织纹理,使滤带具有良好的透气性能及对污泥颗粒的拦截性能。(2)辊压筒的调偏系统。一般通过气动装置完成。(3)滤带的张紧系统。一般也由气动系统来控制。滤带张力一般控制在 0.3-0.7MPa,常用值为0.5MPa。(4)带速控制。不同性质的污泥对带速的要求各不相同,即对任何一种特定的污泥都存在一个较佳的带速控制范围,在该范围内,脱水系统既能保证一定的处理能力,又能得到高质量的泥饼。带式污泥脱水机受污泥负荷波动的影响小,还具有出泥含水率较低且工作稳定启耗少、管理控制相对简单、对运转人员的素质要求不高等特点。同时,由于带式污泥脱水机进入国内较早,已有相当数量的厂家可以生产这种设备。在污水处理工程建设决策时,可以选用带式污泥脱水机以降低工程投资。经过浓缩的污泥与一定浓度的絮凝剂在污泥搅拌器中充分混合以后,污泥中的微小固体颗粒聚凝成体积较大的絮状团块,同时分离出自由水,絮凝后的污泥被输送到重力脱水区的滤带上,在重力的作用下自由水被分离,形成不流动状态的污泥,然后夹持在上下两条网带之间,经过楔形预压区、低压区和高压区由小到大的挤压力、剪切力作用下,逐步挤压污泥,以达到较大程度的泥、水分离,较后形成污泥滤饼排出。1.化学预处理脱水为了提高污泥的脱水性,改良滤饼的性质,增加物料的渗透性,需对污泥进行化学处理,带式压滤机使用独特的“水中絮凝造粒混合器"的装置以达到化学加药絮凝的作用,该方法不但絮凝效果好,还可节省大量药剂,运行费用低,经济效益十分明显。2.重力浓缩脱水段污泥经布料斗均匀送入网带,污泥随带式压滤机滤带向前运行,游离态水在自重作用下通过滤带流入接水槽,重力脱水也可以说是高度浓缩段,主要作用是脱去污泥中的自由水,使污泥的流动性减小,为进一步挤压做准备。3.楔形区预压脱水段重力脱水后的污泥流动性几乎完全丧失,随着滤带的向前运行,上下滤带间距逐渐减少,物料开始受到轻微压力,并随着滤带运行,压力逐渐增大,楔形区的作用是延长重力脱水时间,增加絮团的挤压稳定性,为进入压力区做准备。4.挤压辊高压脱水段物料脱离楔形区就进入压力区,物料在此区内受挤压,沿滤带运行方向压力随挤压辊直径的减少而增加,物料受到挤压体积收缩,物料内的间隙游离水被挤出,此时,基本形成滤饼,继续向前至压力尾部的高压区经过高压后滤饼的含水量可降至较低。 物料经过以上各阶段的脱水处理后形成滤饼排出,通过刮泥板刮下,上下滤带分开,经过高压冲洗水清除滤网孔间的微量物料,继续进入下一步脱水循环。
世界聚酯装置正向更大经济规模方向发展。单系列生产能力已由20世纪80年代的100吨/天、200吨/天提高到90年代的300吨/天、400吨/天、480吨/天、600吨/天。目前世界前30家聚酯生产厂家的平均产能达到36万吨/年,规模最大的杜邦公司已达140万吨/年。聚酯工艺路线有直接酯化法(PTA法)和酯交换法(DMT法)。PTA法具有原料消耗低、反应时间短等优势,自80年代起己成为聚酯的主要工艺和首选技术路线。大规模生产线的为连续生产工艺,半连续及间歇生产工艺则适合中、小型多种生产装置。PTA法连续工艺主要有德国吉(Zimmer)公司、美国杜邦公司、瑞士伊文达(Inventa)公司和日本钟纺(Konebo)公司等几家技术。其中吉玛、伊文达、钟纺技术为5釜流程,杜邦则开发了3釜流程(目前正在开发2釜流程),两者缩聚工艺基本相似,区别在于酯化工艺。如5釜流程采用较低温度及压力酯化,而3釜流程则采用高乙二醇(EG)/PTA摩尔比和较高的酯化温度,以强化反应条件,加快反应速度,缩短反应时间。总的反应时间为5釜流程10小保?釜流程3.5小时。目前世界大型聚酯公司都采用集散型(DCS)控制系统进行生产控制和管理,并对全流程或单釜流程进行仿真计算。2003年初,伊文达-费希尔(Inventa-Fisher)(I-F)公司公布了其聚酯生产流程和能耗。该工艺从PTA或DMT与乙二醇(EG)反应生产树脂级或纺织级聚酯。采用4釜(4R)工艺,由PTA和EG或熔融DMT和EG组成的浆液,进入第一酯化/酯交换反应器,反应在较高压力和温度(200~270℃)下进行,生成的低聚物进入第二串级搅拌式反应器,在较低压力和较高温度下进行反应,反应转化率大于97%。然后在低于常压和较高温度下,藉第3台串级反应器预聚合,缩聚程度大于20,经第4台DISCAGE精制器后,使最终缩聚物的特性(i.V.)提高到0.9。能耗为:电力55.0 kwh/t,燃料油61.0kg/t,氮0.8m3/t,空气9.0m3/t。采用该工艺已建有50多套装置,其中13条生产线能力为100~700吨/天。现已有单系列700吨/天生产线投运。用于聚酯生产缩聚反应的催化剂种类繁多,主要有锑系、锗系、钛系、锡系等。由于锑系催化剂在缩聚过程中能大大促进缩聚反应,而对热降解反应的促进程度较小,因此目前聚酯工业普遍采用锑系催化剂,主要品种有三氧化二锑、醋酸锑以及近年来开始受到广泛关注的乙二醇锑。此外,用于酯交换反应的锰、锌、钙、钴、铅等金属的醋酸盐对缩聚反应也有一定的催化作用。

为减小瓦楞纸板的厚度损失,要从以下几个方面进行控制:第一要生产出规定厚度的单面瓦楞,首先在轧制瓦楞时要完全成型,其次在粘合衬纸定形单面瓦楞前要避免瓦芯波纹的回弹作用;第二在后续加工过程中要减少甚至避免瓦楞的变形。一、瓦楞纸板的厚度首先取决于瓦楞辊齿深的“先天”条件。瓦楞一旦成型就无法再增加厚度了。当上下瓦楞辊互不平行,辊间加压不足,或在瓦楞辊磨损以后,或在楞槽中夹有异物,都会影响瓦楞波纹的完全成型也就生产不出所要求厚度的瓦楞纸板。二、瓦楞扎制的完全成型需要有一定的条件,如扎制时芯纸的温度及其水量等。在瓦楞纸板机的高速运行中,单靠瓦楞辊的温度来加热原纸是不够的。需先对瓦楞纸进行予热,必要时要降低车速提高瓦楞纸的扎制温度。当瓦楞纸过分潮湿时,扎制时不能很好的成型,且影响粘合效果。潮湿的瓦楞原纸缺少刚性,使瓦楞不能挺立。在很小的压力作用下就会萎缩而增加高度损失。反之瓦楞原纸过分干燥,纸纤维的可塑性小,扎制时容易出现楞高不足,即所谓低楞。成型后又容易回弹,涂胶后很快固化,不能将衬纸牢固地粘住。这时要对瓦楞纸喷射低压高温的蒸汽,造纸网厂家将一定的水分逼入纸的纤维内,增加其可塑性以利于完全成型。造纸网厂家三、扎制成型后的瓦楞在后续加工过程中受到压力,使瓦楞沿楞高方向变形甚至被压垮,也会破坏纸板的厚度。(1)导纸片的作用是将轧好的瓦楞芯纸在上胶与衬纸粘合前使其贴合在下瓦楞辊的齿廓上,以保持其正确的瓦楞形状。但当导纸片磨损,歪斜或位置不当时,会使其与下瓦楞辊的间隙变小而使成型好的瓦楞压扁变形。(2)在双层上胶机中,浮动辊(骑辊)与胶辊不平行或间隙太小也会压扁瓦楞。调整其间隙时,将单面瓦楞引入双层上机后,字停车的情况下,用手稍用力即能转动浮动辊则其间隙可以认为是合适的。(3)在贴合(复面)机上要根据纸质适当地配置重力辊下压的数量。重力辊与热板要平行,转动要灵活。热板要保持水平,且其表面要清洁平整,不得有脏物。棉织带要保持其洁净和透气性,改善其接头状况,这些都是保证纸板厚度的重要条件。(4)在瓦楞纸板进入切断部分时,要根据纸质调整输纸辊配重锤或加压机构的压力,使输纸辊压下的重量合适。如果输纸辊压下的力量小了,纸板进入时会打滑,影响切断尺寸准确。如果压力大了会破坏纸板的厚度。在进行双刀切断时,纸板会偏向一边,输纸辊压下的力量不平衡,会将纸板一边压薄,应用螺栓将输纸辊锁定使其与纸板平行。
联系人:顾经理 18939621837
董经理 13592210302
邮 箱:xinghuawangye@126.com
网 址:http://www.xinghuawy.com
地 址:河南省沈丘县北城工业园区




