欢迎进入沈丘县兴华网业有限公司官方网站!
18939621837
欢迎进入沈丘县兴华网业有限公司官方网站!
18939621837


电话:顾经理 18939621837
手机:董经理 13592210302
传真:0394-5224929
邮箱:xinghuawangye@126.com
网址:http://www.xinghuawy.com
地址:河南省沈丘县北城工业园区
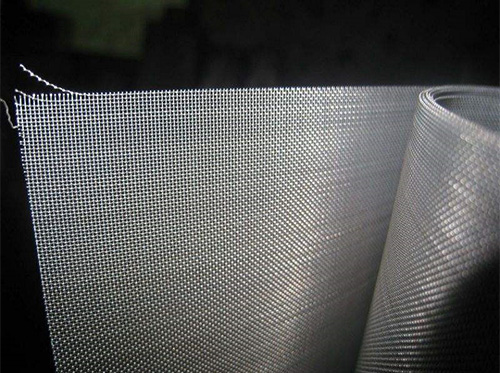
成形网是造纸机上的重要器材,是造纸机上纸页成形、脱水的器件,它对从流浆箱来的纸浆悬浮液进行脱水、并将纸幅运行至后续工段。聚酯成型网,是造纸机成型部分常用滤水网。过去多用铜网,多用聚酯成型网,成型网主要由聚酯单丝编织而成。造纸网厂家为了增加成型网的使用寿命,一些厂家在纬线中间隔加入耐磨性更好的尼龙单丝编织。延长成形网的使用寿命,对于降低成纸成本有重要意义,以下就是造纸网厂家在纸机实际操作中总结出的一些行之有效的经验,供参考。1.长网纸机网案各元件必须精确地排成一线,并处于良好的机械状态;-所有滤水元件必须紧固好,并处于同一高度;-检查张紧辊和自动张紧调节装置不能弹起;2.网案保洁和日常维护差是导致网子寿命缩短的一个主要原因;(a)确保没有纤维积聚物形成浆块落入成形网内侧;(b)保持刮刀处于良好状态;-防止浆料在导网辊和胸辊上积聚;-第一个外辊对于避免网子受到浆块损坏至关重要;-刮刀角度(约25~30度)对于保证适当刮水而不产生刮擦声不跳动是十分重要的;-刮刀负荷需反复试验,但必须避免过载;-对于任何一把及所有刮刀,摆动是一个很好的预警;-应经常检查胸辊刮刀以免造成网痕或胸辊带有太多水;(c)检查接水盘孔洞、生锈的螺栓或喷淋阀门;-喷淋阀门四周不均匀的水流可能导致金属剥落折断并流经喷淋管;造纸网厂家3.消除有磨蚀作用的填料,如:硫酸钙;4.检查网子的轨迹、校正、张紧、负荷及滑移;-确保纸机横向张力均匀;-不要在太松弛状态下,运行成形网;5.维持喷淋水温度和pH值与浆料相一致;-确保两侧喷淋清水管不堵;6.采用低摩擦系数真空吸水箱上表面;-检查真空吸水箱上表面是否平坦;7.减少真空吸水箱数量,增大开孔;-降低真空度,防止成形网在真空吸水箱上卡滞或阻塞;8.排除浆内粗砂(离心除渣器);-检查成形板、真空吸水箱表面和案板上是否存在划痕和毛刺;9.采用网子寿命延长剂(网子保洁剂);10.应有适当富裕牵引力以保证网子不在胸辊处打滑;11.在操作规程的最低吸水箱真空度下运行;-保证水流能从吸水箱自由地进入水封槽;12.检查成形板的安装以确保有足够空间供均匀、最小的胸辊排水;13.检查网子转向辊系统的保洁;-检查刮刀、刮刀负荷、喷淋水、轴承及过量的喷淋水压;14.检查定边装置或流浆箱颊板的磨损条痕,以确定是否安装过低。

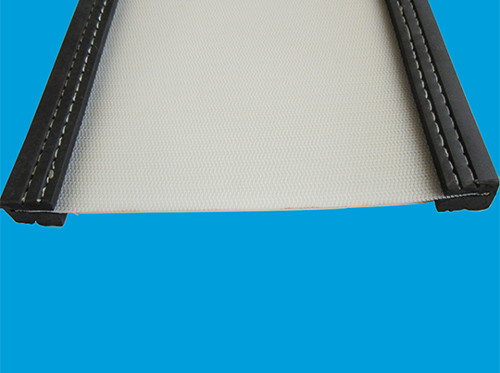
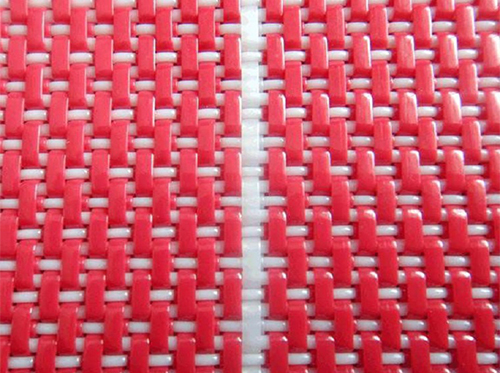
产品特性:小环螺旋压滤网,小环螺旋过滤网,小环螺旋过滤带,小环螺旋干网产品简介:048小环螺旋网采用优点高粘度聚酯切片线材,经过成型、编织、整理、定型而成。遵义高效压榨网具有较细密及均匀的网眼,可挡细小物体的渗漏.。螺旋干网中间可加填料后渗气度减少,高效压榨网输送带网孔密实,减少网孔上的物资流失,网的横向挺度大。聚脂网聚脂网详细介绍:048小环螺旋网采用优点高粘度聚酯切片线材,经过成型、编织、整理、定型而成.具有较细密及均匀的网眼,可挡细小物体的渗漏。螺旋干网中间可加填料后渗气度减少,网孔密实,减少网孔上的物资流失,网的横向挺度大。并能根据用户需要在网内填料来来控制透气。聚脂网主要用于污泥脱水,造纸洗浆,洗煤,化工,酒糠脱水和其它行业压滤,在造纸机干燥部位上用于高透气部位较好。使用也方便,寿命长并且易修补。滤带张力一般控制在0.3-0.7MPa,常用值为0.5MPa。滤带行走速度1~7m/min不同规格与尺寸可来样定做生产。

污泥经过浓缩后,还有95%~97%的含水率,体积依然很大,可以用管道输送。造纸聚脂网为了综合利用和进一步处置,必须对污泥进行机械脱水处理。机械脱水前的预处理污泥在机械脱水前要进行预处理,其目的是改善污泥的脱水性能,提高脱水设备的生产能力。造纸厂通常采用化学调节法对污泥进行预处理,即通过向污泥中投加各种混凝剂、助凝剂,使污泥颗粒絮凝、结构增强以利于机械脱水。常用的混凝剂可分为无机与有机两大类。无机混凝剂包括铝盐、铁盐两类,例如三氯化铁、氯化铝、硫酸铁等等。有机高分子混凝剂有聚丙烯酰胺(PAM)、聚酰胺等。投加无机盐混凝剂虽然可以改善污泥脱水效果,但是其用量比较大,并具有一定的腐蚀性,与无机盐混凝剂相比,有机高分子混凝剂用量比较小,也没有腐蚀性。另外,有些纸厂在污泥预处理时,将聚丙烯酰胺(PAM)等有机高分子混凝剂与表面活性剂(十二烷基苯磺酸钠等)联合使用,以降低PAM的使用量,同时使污泥含水率降低2%~6%左右。这可能是由于表面活性剂不但能使污泥表面的蛋白质、多糖等大分子物质脱离污泥颗粒,而且使得这些物质较易溶于水,减少了污泥颗粒间的间隙水,导致污泥的沉降速度加快、脱水污泥的体积减少。造纸聚脂网机械脱水机械脱水包括压力过滤机、板框压滤机、厢式压滤机、带式压滤机和螺旋压滤机等很多种。这些方法都是以过滤介质(多孔性材质)两面的压力差作为推动力,使污泥中的水分强制通过过滤介质(滤液),固体颗粒被截留在介质上(滤饼),从而达到脱水的目的。在这些方法中,带式压滤机实际应用的比较多。造纸聚脂网带式压滤机在过去几年中取得的工业效益十分可观,这种压滤机由上下两条张紧的滤带组成,由一系列滚筒支撑,并在滚筒之间形成S形路径,上下二带通常以相同方向相同速度运转,靠带的张力产生对污泥的压力和剪切力,可以把污泥中的水分挤压出去。用螺旋压滤机。它产生的泥饼固体浓度约为50%~55%。从工业发达国家制浆造纸废水处理厂选用的脱水设备上看,螺旋压滤机有逐步取代带式压滤机的趋势。造纸聚脂网经过机械脱水后的污泥,其含水率降低到60%~80%左右,从而失去流动特性,形成泥饼,体积减小,便于运输与进一步处理。
带式污泥脱水机是由上下两条张紧的滤带夹带着污泥层,从一连串有规律排列的辊压筒中呈S形经过,依靠滤带本身的张力形成对污泥层的压榨和剪切力,把污泥层中的毛细水挤压出来,获得含固量较高的泥饼,从而实现污泥脱水。一般带式污泥脱水机由滤带、辊压筒、滤带张紧系统、滤带调偏系统、滤带冲洗系统和滤带驱动系统构成。作机型选择时,应从以下几个方面加以考虑:(l)滤带。要求其具有较高的抗拉强度、耐曲折、耐酸碱、耐温度变化等特点,同时还应考虑污泥的具体性质,选择适合的编织纹理,使滤带具有良好的透气性能及对污泥颗粒的拦截性能。(2)辊压筒的调偏系统。一般通过气动装置完成。(3)滤带的张紧系统。一般也由气动系统来控制。滤带张力一般控制在 0.3-0.7MPa,常用值为0.5MPa。(4)带速控制。不同性质的污泥对带速的要求各不相同,即对任何一种特定的污泥都存在一个较佳的带速控制范围,在该范围内,脱水系统既能保证一定的处理能力,又能得到高质量的泥饼。带式污泥脱水机受污泥负荷波动的影响小,还具有出泥含水率较低且工作稳定启耗少、管理控制相对简单、对运转人员的素质要求不高等特点。同时,由于带式污泥脱水机进入国内较早,已有相当数量的厂家可以生产这种设备。在污水处理工程建设决策时,可以选用带式污泥脱水机以降低工程投资。经过浓缩的污泥与一定浓度的絮凝剂在污泥搅拌器中充分混合以后,污泥中的微小固体颗粒聚凝成体积较大的絮状团块,同时分离出自由水,絮凝后的污泥被输送到重力脱水区的滤带上,在重力的作用下自由水被分离,形成不流动状态的污泥,然后夹持在上下两条网带之间,经过楔形预压区、低压区和高压区由小到大的挤压力、剪切力作用下,逐步挤压污泥,以达到较大程度的泥、水分离,较后形成污泥滤饼排出。1.化学预处理脱水为了提高污泥的脱水性,改良滤饼的性质,增加物料的渗透性,需对污泥进行化学处理,带式压滤机使用独特的“水中絮凝造粒混合器"的装置以达到化学加药絮凝的作用,该方法不但絮凝效果好,还可节省大量药剂,运行费用低,经济效益十分明显。2.重力浓缩脱水段污泥经布料斗均匀送入网带,污泥随带式压滤机滤带向前运行,游离态水在自重作用下通过滤带流入接水槽,重力脱水也可以说是高度浓缩段,主要作用是脱去污泥中的自由水,使污泥的流动性减小,为进一步挤压做准备。3.楔形区预压脱水段重力脱水后的污泥流动性几乎完全丧失,随着滤带的向前运行,上下滤带间距逐渐减少,物料开始受到轻微压力,并随着滤带运行,压力逐渐增大,楔形区的作用是延长重力脱水时间,增加絮团的挤压稳定性,为进入压力区做准备。4.挤压辊高压脱水段物料脱离楔形区就进入压力区,物料在此区内受挤压,沿滤带运行方向压力随挤压辊直径的减少而增加,物料受到挤压体积收缩,物料内的间隙游离水被挤出,此时,基本形成滤饼,继续向前至压力尾部的高压区经过高压后滤饼的含水量可降至较低。 物料经过以上各阶段的脱水处理后形成滤饼排出,通过刮泥板刮下,上下滤带分开,经过高压冲洗水清除滤网孔间的微量物料,继续进入下一步脱水循环。
世界聚酯装置正向更大经济规模方向发展。单系列生产能力已由20世纪80年代的100吨/天、200吨/天提高到90年代的300吨/天、400吨/天、480吨/天、600吨/天。目前世界前30家聚酯生产厂家的平均产能达到36万吨/年,规模最大的杜邦公司已达140万吨/年。聚酯工艺路线有直接酯化法(PTA法)和酯交换法(DMT法)。PTA法具有原料消耗低、反应时间短等优势,自80年代起己成为聚酯的主要工艺和首选技术路线。大规模生产线的为连续生产工艺,半连续及间歇生产工艺则适合中、小型多种生产装置。PTA法连续工艺主要有德国吉(Zimmer)公司、美国杜邦公司、瑞士伊文达(Inventa)公司和日本钟纺(Konebo)公司等几家技术。其中吉玛、伊文达、钟纺技术为5釜流程,杜邦则开发了3釜流程(目前正在开发2釜流程),两者缩聚工艺基本相似,区别在于酯化工艺。如5釜流程采用较低温度及压力酯化,而3釜流程则采用高乙二醇(EG)/PTA摩尔比和较高的酯化温度,以强化反应条件,加快反应速度,缩短反应时间。总的反应时间为5釜流程10小保?釜流程3.5小时。目前世界大型聚酯公司都采用集散型(DCS)控制系统进行生产控制和管理,并对全流程或单釜流程进行仿真计算。2003年初,伊文达-费希尔(Inventa-Fisher)(I-F)公司公布了其聚酯生产流程和能耗。该工艺从PTA或DMT与乙二醇(EG)反应生产树脂级或纺织级聚酯。采用4釜(4R)工艺,由PTA和EG或熔融DMT和EG组成的浆液,进入第一酯化/酯交换反应器,反应在较高压力和温度(200~270℃)下进行,生成的低聚物进入第二串级搅拌式反应器,在较低压力和较高温度下进行反应,反应转化率大于97%。然后在低于常压和较高温度下,藉第3台串级反应器预聚合,缩聚程度大于20,经第4台DISCAGE精制器后,使最终缩聚物的特性(i.V.)提高到0.9。能耗为:电力55.0 kwh/t,燃料油61.0kg/t,氮0.8m3/t,空气9.0m3/t。采用该工艺已建有50多套装置,其中13条生产线能力为100~700吨/天。现已有单系列700吨/天生产线投运。用于聚酯生产缩聚反应的催化剂种类繁多,主要有锑系、锗系、钛系、锡系等。由于锑系催化剂在缩聚过程中能大大促进缩聚反应,而对热降解反应的促进程度较小,因此目前聚酯工业普遍采用锑系催化剂,主要品种有三氧化二锑、醋酸锑以及近年来开始受到广泛关注的乙二醇锑。此外,用于酯交换反应的锰、锌、钙、钴、铅等金属的醋酸盐对缩聚反应也有一定的催化作用。
联系人:顾经理 18939621837
董经理 13592210302
邮 箱:xinghuawangye@126.com
网 址:http://www.xinghuawy.com
地 址:河南省沈丘县北城工业园区




