欢迎进入沈丘县兴华网业有限公司官方网站!
18939621837
欢迎进入沈丘县兴华网业有限公司官方网站!
18939621837


电话:顾经理 18939621837
手机:董经理 13592210302
传真:0394-5224929
邮箱:xinghuawangye@126.com
网址:http://www.xinghuawy.com
地址:河南省沈丘县北城工业园区
由于对印刷行业而言他们的主要承印物的材料为塑料和纸张等,而这些材料本身就会带很强的静电且是绝缘体不宜将静电自身倒于其他介质.所以一旦带有静电后很容易使静电累计使得承印物相互吸附而不宜剥离依次进入印刷机中.所以在印刷前对承印物表面进行除静电工作是十分必要的.而在这一环节中的除静电方式主要有两种:1.增加材料本身的导电性能,但使用的寿命很短而且费用很高.2.就是首先在取承印物时同时进行除尘和除静电处理,以保证承印物能顺利的剥离后依次单张的进入印刷机中,然后就是在印刷机的入纸口处再次进行除静电动作以保证承印物在印刷前本身不带有静电来保证之后的印刷过程中没有串色现象的产生.聚脂网

外墙专用网格布在使用过程当中,能够很好的发挥它本身的作用与价值,成为了我们现代生活当中必不可少的一款,非常好的保温产品,而且能够给墙体出现的裂缝修复带来很大的帮助,所以说该产品在进行使用的时候,能够更好的保护墙体,所以墙体当中能够起到非常好的修复作用,对于全面的整体设置分析,更体出现它的作用于价格。造纸网厂家造纸网厂家对于施工人员来说,在进行施工的过程当中是非常便捷的,而且这款产品是我们公司主要生产的产品,有着各种不同的型号和样式颜色,产品的质量非常的优良,性能也特别的好,能够更好的广大消费者提供更好、更多的选择。
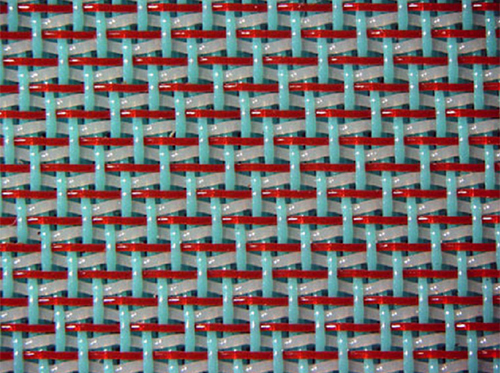
不同的过滤需要和不同类型的过滤设备对滤布提出了不同的要求,只有科学、恰当地选择滤布,才能有效地提高过滤设备的处理能力和分离质量。(1)造纸网厂家选择滤布前的准备工作。选择滤布前,需要详细了解固—液分离生产过程中的物料种类、分离目的、生产能力、过滤机类型等性能指标,以便选择适宜的滤布。但由于各种性能指标千差万别,要想选择性能优良的合适滤布有一定困难。造纸网厂家在很多情况下,选择滤布通常是以相互兼顾为原则。①过滤要求。了解是回收固体弃去液体,还是回收液体弃去固体,或者两者都回收,或两者都舍弃;滤饼的含液量和滤液的澄清度要求;废弃物是否还需处理。②料浆中固体颗粒的特性。如颗粒大小、粒度分布范围、固体颗粒的可压缩性、颗粒形状、固体真密度。③料液中液体的特性。如黏度、密度、酸碱性、氧化—还原性、对有机物的可溶性及温度。④料浆的特性。如黏度、密度、浓度(固体和液体的比例)、颗粒的分散状态。⑤过滤机类型。根据生产能力、投资、使用面积等具体情况确定过滤机的类型等。(2)造纸网厂家选型的原则和方法。滤布选型时应综合考虑以下几个方面:①滤布材料的物理、化学稳定性。应根据料浆的物理、化学特性,选择合适的滤布材料。滤布选型时,需考虑的物理、化学性能包括使用温度、抗拉性能及变形性、化学稳定性、溶解性或膨润性、耐酸碱性等。②力学性能。应根据过滤机的类型来选择滤布的抗拉性能、耐磨性能、伸长率、弹性等力学性能。如带式真空过滤机、滤布行走式厢式压滤机、折带卸料式转鼓真空过滤机等过滤设备要求滤布具有较好的抗拉性能。表10-31列出了国产常用滤布的拉伸性能,表10-32列出了国产常用滤布断裂强力的排序表,表10-33列出了国产常用滤布断裂伸长率排序表。厢式压滤机和板框式压滤要求滤布有一定弹性和有一定的变形,伸长率和断裂伸长率则反映了其变形能力。刮刀卸除滤饼的过滤机、板框压滤机、厢式压滤机都要求滤布具有良好的耐磨性能。表10-34列出了国产常用滤布的耐磨性能。③过滤精度。所选滤布必须满足生产工艺规定的过滤精度。反映过滤精度的指标有鼓泡孔径、最大透过粒径及初始滤液浊度(滤液允许含固量)。表示鼓泡孔径有两个指标,即最大鼓泡孔径和沸腾鼓泡孔径。一般而言,最大鼓泡孔径约为最大透过颗粒的2到4倍。过滤精度要求不太高的高浓度物料的过滤,所选滤布的最大透过粒径与物料中需截留的颗粒的粒径不宜相差太大,以免造成短路。但对于过滤精度要求高的过滤或无滤饼成形的稀薄料浆的过滤,所选滤布的最大透过粒径应不大于物料中需截留的颗粒粒径,以保证过滤精度。此外,滤布孔隙的均匀性也很重要,可用沸腾鼓泡孔径和最大鼓泡孔径的比值来描述,比值趋近于1,则表示滤布孔隙的均匀程度好。表10-35列出了国产常用滤布的最大鼓泡孔径、沸腾鼓泡孔径和它们的比值,表10-36列出了国产常用滤布的最大透过粒径,表10-37列出了几种具有代表性物料加压过滤时,国产常用滤布的初始滤液浊度。造纸网厂家④初始过滤速率。滤布的透气阻力、透水阻力及加压、真空过滤的初始过滤速率都间接或直接表明滤布的初始过滤速率。以上三个指标的对应关系,一般来说,透气阻力大的滤布,其透水阻力也大,阻力大的滤布初始过滤速率则小,反之则相反。对于液—固分离过滤设备选择滤布应以透水率或初始过滤速率为选择依据。一般来说,截留性能好的滤布,阻力大;截留性能差的滤布,阻力小。分离细颗粒、低浓度的物料,一般选择截留性能较好的滤布,以满足生产中规定的分离精度;分离大颗粒、高浓度的物料,一般选用截留性能稍差一些、阻力低的滤布,以提高设备的生产率。表10-38列出了国产常用滤布的透气阻力,表10-39列出了国产常用滤布的透水阻力,表10-40到表10-43分别列出了几种具有代表性的物料加压过滤的过滤速率,表10-37列出了它们的初始滤液浊度,表10-44列出了几种具有代表性的物料的真空过滤初始过滤速率和滤液转清时间。⑤造纸网厂家滤饼剥离性能。滤饼与滤布之间存在着黏着力,黏着力越小,越易于卸饼。滤布与滤饼间的黏着力与滤布的材质、纤维的长短、织法有关。一般来说,单丝纤维的滤布比长复丝纤维和短纤维的滤布卸饼性能好,平纹滤布的卸饼性能最差,缎纹滤布的卸饼性能最好。表10-28列出了滤饼剥离性能与纱线构成及织法的关系,表10-45列出了国产常用滤布与轻质碳酸钙滤饼之间的黏着应力。⑥再生效率。滤布随着使用时间的延长,部分孔隙被固相颗粒堵塞,使过滤阻力上升,过滤速率下降,因此需要再生。滤布的再生性能与滤布的材质、纤维长短、织法等都有关系。一般来说,单丝滤布的再生性能最好,长丝滤布次之,短纤维滤布最差。结构致密的平纹滤布和帆布类滤布的再生性能差,斜纹、缎纹类的滤布再生性能好。实际上,再生的滤布有一段“再生性能稳定期”,所以生产中设备通常显现的过滤速率是滤布进入“再生性能稳定期”时的过渡速率。因此滤布选型时在满足生产中规定的过滤精度的前提下,还应考虑选择再生性能好的滤布。⑦小样试验。造纸网厂家用上述方法初步确定的滤布往往有许多品种。通过小样试验才能筛选出最佳滤布。小样试验可以测定滤布的过滤速率、滤液的强度、滤饼的含湿量、卸饼性能等数据,通过数据的对比、分析就能选定最佳滤布。小样试验一般采用真空抽滤漏斗装置或加压过滤装置。⑧模拟试验。滤布选定后,为了验证其可靠性,可以进行模拟试验。可选择拟用相同的小型过滤机或过滤过程推动力相似的试验机进行模拟试验,以验证小样试验所得的测定数据。通过模拟试验的滤布,一般应用到生产中表现也是良好的。
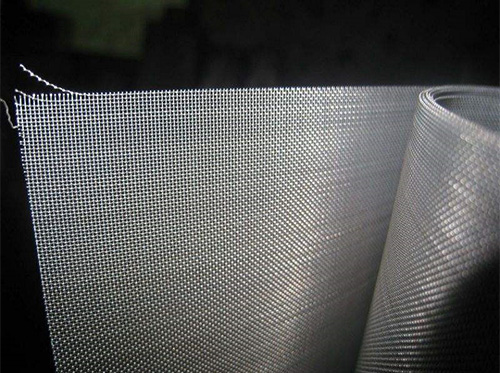
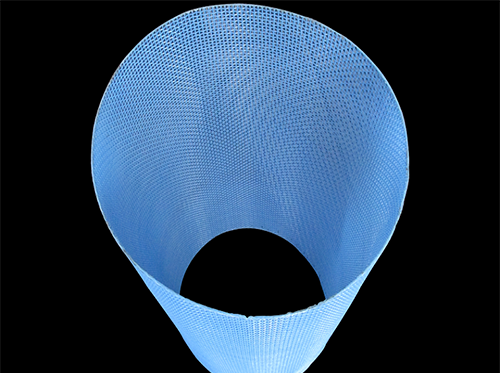
世界聚酯装置正向更大经济规模方向发展。单系列生产能力已由20世纪80年代的100吨/天、200吨/天提高到90年代的300吨/天、400吨/天、480吨/天、600吨/天。湖南优质聚酯滤布目前世界前30家聚酯生产厂家的平均产能达到36万吨/年,规模最大的杜邦公司已达140万吨/年。优质聚酯滤布滤布聚酯工艺路线有直接酯化法(PTA法)和酯交换法(DMT法)。PTA法具有原料消耗低、反应时间短等优势,自80年代起己成为聚酯的主要工艺和首选技术路线。大规模生产线的为连续生产工艺,半连续及间歇生产工艺则适合中、小型多种生产装置。PTA法连续工艺主要有德国吉(Zimmer)公司、美国杜邦公司、瑞士伊文达(Inventa)公司和日本钟纺(Konebo)公司等几家技术。其中吉玛、伊文达、钟纺技术为5釜流程,杜邦则开发了3釜流程(目前正在开发2釜流程),两者缩聚工艺基本相似,区别在于酯化工艺。如5釜流程采用较低温度及压力酯化,而3釜流程则采用高乙二醇(EG)/PTA摩尔比和较高的酯化温度,以强化反应条件,加快反应速度,缩短反应时间。总的反应时间为5釜流程10小保?釜流程3.5小时。目前世界大型聚酯公司都采用集散型(DCS)控制系统进行生产控制和管理,并对全流程或单釜流程进行仿真计算。2003年初,伊文达-费希尔(Inventa-Fisher)(I-F)公司公布了其聚酯生产流程和能耗。该工艺从PTA或DMT与乙二醇(EG)反应生产树脂级或纺织级聚酯。采用4釜(4R)工艺,由PTA和EG或熔融DMT和EG组成的浆液,进入第一酯化/酯交换反应器,反应在较高压力和温度(200~270℃)下进行,生成的低聚物进入第二串级搅拌式反应器,在较低压力和较高温度下进行反应,反应转化率大于97%。然后在低于常压和较高温度下,藉第3台串级反应器预聚合,缩聚程度大于20,经第4台DISCAGE精制器后,使最终缩聚物的特性(i.V.)提高到0.9。能耗为:电力55.0 kwh/t,燃料油61.0kg/t,氮0.8m3/t,空气9.0m3/t。采用该工艺已建有50多套装置,其中13条生产线能力为100~700吨/天。现已有单系列700吨/天生产线投运。用于聚酯生产缩聚反应的催化剂种类繁多,主要有锑系、锗系、钛系、锡系等。由于锑系催化剂在缩聚过程中能大大促进缩聚反应,而对热降解反应的促进程度较小,因此目前聚酯工业普遍采用锑系催化剂,主要品种有三氧化二锑、醋酸锑以及近年来开始受到广泛关注的乙二醇锑。此外,用于酯交换反应的锰、锌、钙、钴、铅等金属的醋酸盐对缩聚反应也有一定的催化作用。
为减小瓦楞纸板的厚度损失,要从以下几个方面进行控制:第一要生产出规定厚度的单面瓦楞,首先在轧制瓦楞时要完全成型,其次在粘合衬纸定形单面瓦楞前要避免瓦芯波纹的回弹作用;第二在后续加工过程中要减少甚至避免瓦楞的变形。一、瓦楞纸板的厚度首先取决于瓦楞辊齿深的“先天”条件。瓦楞一旦成型就无法再增加厚度了。当上下瓦楞辊互不平行,辊间加压不足,或在瓦楞辊磨损以后,或在楞槽中夹有异物,都会影响瓦楞波纹的完全成型也就生产不出所要求厚度的瓦楞纸板。二、瓦楞扎制的完全成型需要有一定的条件,如扎制时芯纸的温度及其水量等。在瓦楞纸板机的高速运行中,单靠瓦楞辊的温度来加热原纸是不够的。需先对瓦楞纸进行予热,必要时要降低车速提高瓦楞纸的扎制温度。当瓦楞纸过分潮湿时,扎制时不能很好的成型,且影响粘合效果。潮湿的瓦楞原纸缺少刚性,使瓦楞不能挺立。在很小的压力作用下就会萎缩而增加高度损失。反之瓦楞原纸过分干燥,纸纤维的可塑性小,扎制时容易出现楞高不足,即所谓低楞。成型后又容易回弹,涂胶后很快固化,不能将衬纸牢固地粘住。这时要对瓦楞纸喷射低压高温的蒸汽,造纸网厂家将一定的水分逼入纸的纤维内,增加其可塑性以利于完全成型。造纸网厂家三、扎制成型后的瓦楞在后续加工过程中受到压力,使瓦楞沿楞高方向变形甚至被压垮,也会破坏纸板的厚度。(1)导纸片的作用是将轧好的瓦楞芯纸在上胶与衬纸粘合前使其贴合在下瓦楞辊的齿廓上,以保持其正确的瓦楞形状。但当导纸片磨损,歪斜或位置不当时,会使其与下瓦楞辊的间隙变小而使成型好的瓦楞压扁变形。(2)在双层上胶机中,浮动辊(骑辊)与胶辊不平行或间隙太小也会压扁瓦楞。调整其间隙时,将单面瓦楞引入双层上机后,字停车的情况下,用手稍用力即能转动浮动辊则其间隙可以认为是合适的。(3)在贴合(复面)机上要根据纸质适当地配置重力辊下压的数量。重力辊与热板要平行,转动要灵活。热板要保持水平,且其表面要清洁平整,不得有脏物。棉织带要保持其洁净和透气性,改善其接头状况,这些都是保证纸板厚度的重要条件。(4)在瓦楞纸板进入切断部分时,要根据纸质调整输纸辊配重锤或加压机构的压力,使输纸辊压下的重量合适。如果输纸辊压下的力量小了,纸板进入时会打滑,影响切断尺寸准确。如果压力大了会破坏纸板的厚度。在进行双刀切断时,纸板会偏向一边,输纸辊压下的力量不平衡,会将纸板一边压薄,应用螺栓将输纸辊锁定使其与纸板平行。
这个问题很简单就是为了防止成品的印刷品在分割后不宜整齐的安放和仓储。解决的办法就是在分割时安装除静电设备。还有一点是需要特别注意的是:由于现在大部分的除静电设备的生产厂家所采用的都是尖端放电式的方法来消除静电的产生和消除。其操作方式是由高压发生器产生高压然后通过放电极来电离空气中的分子成为正负离子。来中和物体表面的离子。(顺便提一下所谓静电就是指局部的正负离子不均等而造成的。)因此只要一有导体接触到放电极,就会有打火现象的产生。一旦打火现象碰到易燃易暴物体就会引发不必要的工业事故。然而在现代印刷行业中有部分印刷必须要用到一些易燃易暴的辅助材料,所以特别要注意的一点就是如果要使用易燃易暴材料的生产厂家一定不能使用尖端放电式的除静电设备
联系人:顾经理 18939621837
董经理 13592210302
邮 箱:xinghuawangye@126.com
网 址:http://www.xinghuawy.com
地 址:河南省沈丘县北城工业园区




